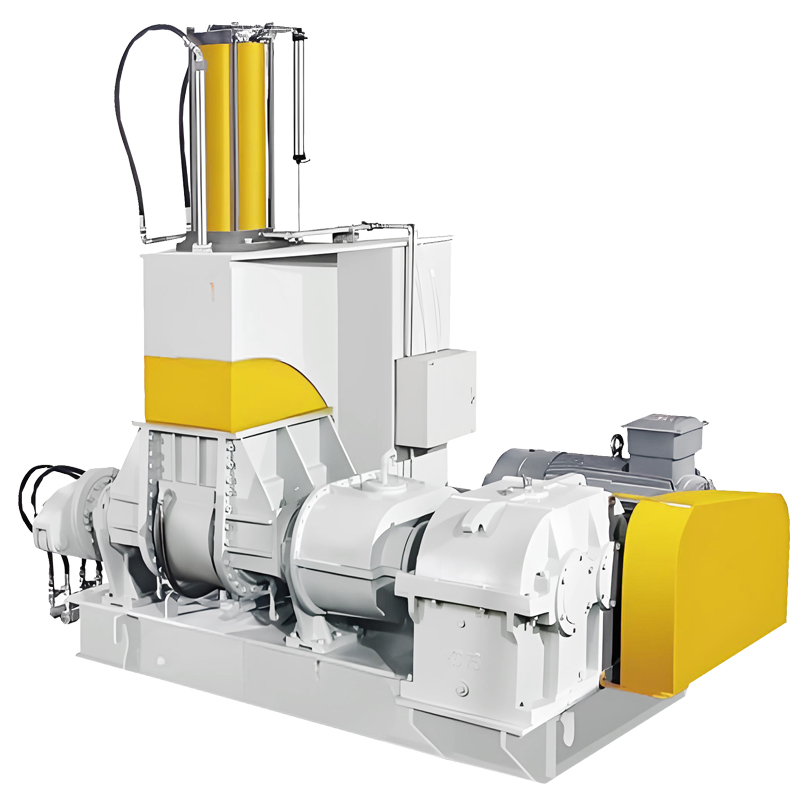
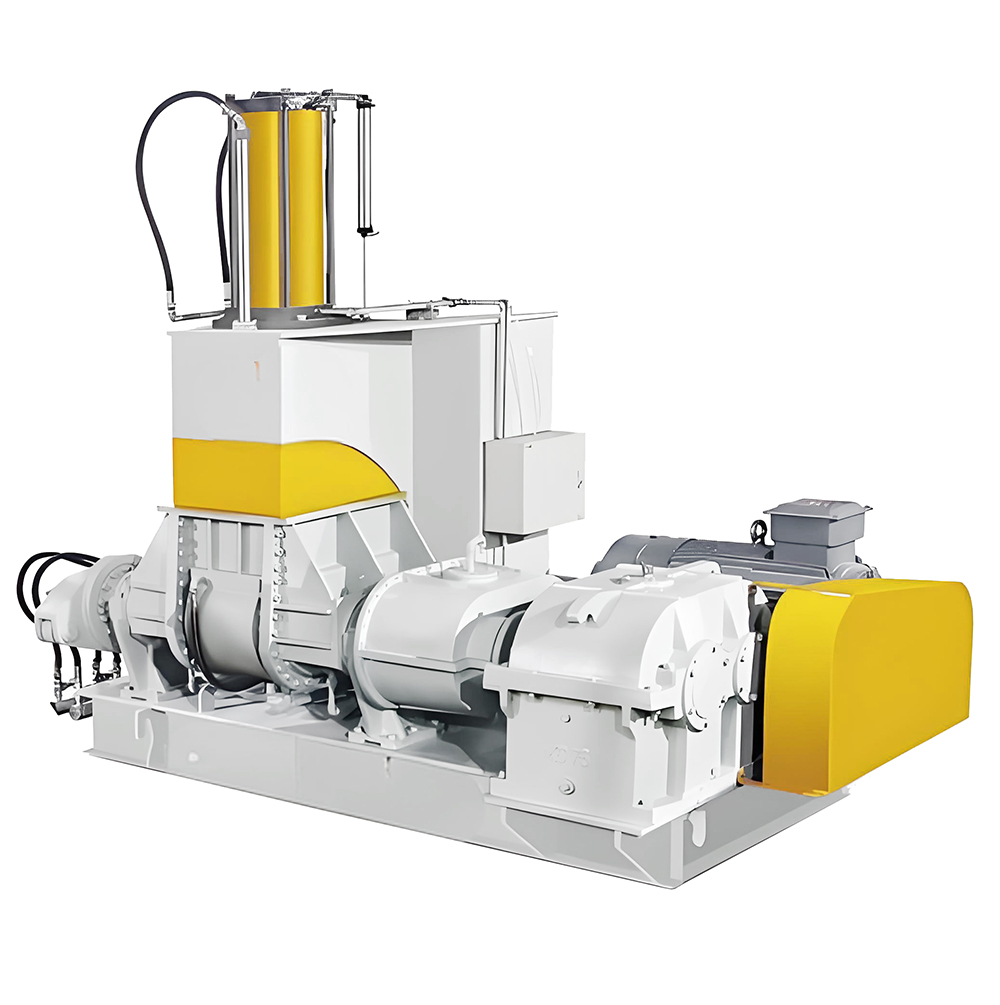
密炼机
该机的工作原理与普通密炼机相同。即物料受压砣的压力,在密闭的槽内经过以不同速比回转的两个转子的剪切、挤压、搅拌、折卷等捏炼作用后,塑(混)炼成所需的原料。
密炼装置:混炼室与左右侧板形成封闭槽,前后转子轴承采用向心球面磙子轴承,通过轴承套分别固定在左、右侧板。左、右侧板均为带冷却(加热)腔的夹套式结构,与物料接触的内壁表面进行硬化(镀硬铬)处理。密炼室内壁镀硬铬,厚度0.1~0.15mm,硬度HV900~1000。
转子的长、短两个螺旋棱焊接在转子轴上,棱峰及工作部位棱侧表面、转子密封端面均堆焊耐磨硬质合金,其硬度为50HRC,厚度为5mm。与物料接触的整个转子外表面进行硬化(镀硬铬)处理,厚度为0.1~0.15mm,其硬度为HV900~1000。
转子端面的密封通过压套使密封环顶靠在转子密封端面。密封环是由耐高温、耐磨、热胀系数小的青铜和聚四氟乙烯材料制成。摩擦工作端面不注油润滑,这样能保证良好的密封效果且不污染物料。
1、密炼装置
混炼室与左右侧板形成封闭槽,前后转子轴承采用向心球面磙子轴承,通过轴承套分别固定在左、右侧板。
左、右侧板均为带冷却(加热)腔的夹套式结构,与物料接触的内壁表面进行硬化(镀硬铬)处理。密炼室内壁镀硬铬,厚度0.1~0.15mm,硬度HV900~1000。
转子的长、短两个螺旋棱焊接在转子轴上,棱峰及工作部位棱侧表面、转子密封端面均堆焊耐磨硬质合金,其硬度为50HRC,厚度为5mm。与物料接触的整个转子外表面进行硬化(镀硬铬)处理,厚度为0.1~0.15mm,其硬度为HV900~1000。
转子端面的密封通过压套使密封环顶靠在转子密封端面。密封环是由耐高温、耐磨、热胀系数小的青铜和聚四氟乙烯材料制成。摩擦工作端面不注油润滑,这样能保证良好的密封效果且不污染物料。
2、传动系统
主传动由主电机通过皮带传动,带动减速器,减速器输出轴通过内齿套联轴器带动速比齿轮实现前后转子相对回转运动。
3、翻转装置及其传动系统
翻转电机(电磁制动的三相异步电动机)通过摆线减速器带动蜗杆、蜗轮传动。蜗轮固定在前转子(左轴承套)上,蜗轮的转动使整个密炼装置以前转子轴心线为中心(向前)实现翻转卸料。混炼室翻转110°卸料后,复原位。密炼室的翻转由限位开关限位,精度高,耐用性好。
4、压料装置、防尘装置及气控系统
压砣由气缸带动。
压料装置的压砣在气缸的推动下对物料进行加压。压砣采用夹套焊接结构,内部通水冷却,与物料接触表面硬化处理。压砣四周装有密封条,防止混炼过程中粉料外泄。压料装置的气缸安装在机架顶面,运行过程由限位开关限位。
5、冷却系统
本机具有冷却的管路系统。由于本机与物料接触的各零部件均是夹套焊接结构,各进、出水管路均设有截止阀,所以能保证高效的冷却效果。