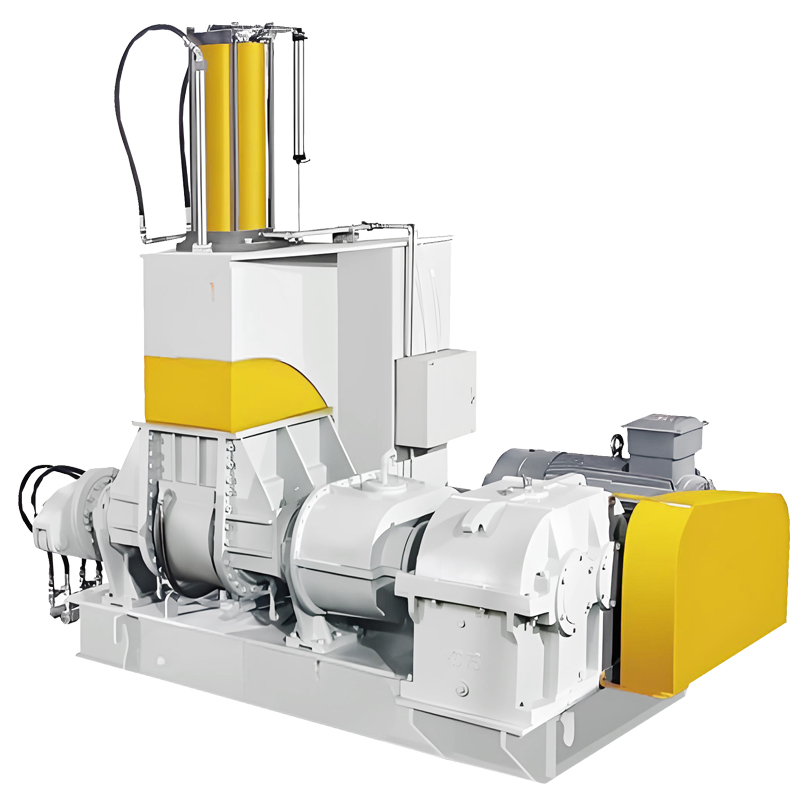
立式压延辊流延机是一种特殊设计的流延薄膜生产设备,其核心特点是采用垂直排列的压延辊系统,通过重力辅助熔膜流动,适用于高粘度材料、光学膜、特种包装膜等高端领域。
1. 设备核心组成
| 模块 | 功能与特点 |
|---|---|
| 立式模头 | - 垂直向下挤出熔体,减少熔膜下垂变形 - 适用于高粘度材料(如PC、TPU) |
| 立式压延辊组 | - 3-5个垂直排列的冷却辊(镜面/镀铬) - 辊筒间距可调,精准控制薄膜厚度 |
| 重力辅助系统 | - 熔膜自然下垂,减少拉伸应力,提升厚度均匀性 |
| 温控系统 | - 分区控温(辊筒内螺旋流道) - 冷却介质(水/油)温度精度±0.5℃ |
| 收卷装置 | - 立式或水平转向收卷,配备张力自动控制 |
2. 工作流程与原理
(1)熔体垂直挤出
-
熔融塑料(如PET、PMMA)从立式T型模头挤出,形成垂直向下的熔膜。
-
优势:避免水平流延中熔膜因重力导致的“垂伸效应”(Sagging),尤其适合高粘度材料。
(2)多级压延冷却
-
初冷辊(第一压延辊):
-
表面温度最低(如20-40℃),快速固化薄膜表层,锁定表面光洁度。
-
-
中段辊筒:
-
逐步调节温度(如50-80℃),控制结晶速率(对BOPET等材料至关重要)。
-
-
终冷辊:
-
高温(如90-120℃)退火,释放内应力,减少后续收缩。
-
(3)厚度控制
-
辊间压力:通过液压或气动装置调节压延辊间隙(精度±0.001mm)。
-
在线测厚仪:实时反馈数据,联动辊距调整(闭环控制)。
(4)收卷
-
薄膜经转向辊转为水平方向,通过张力控制系统收卷(避免皱褶)。
3. 关键工艺参数
| 参数 | 影响 | 典型值 |
|---|---|---|
| 模头温度 | 影响熔体流动性(过高→降解) | PC膜:250-280℃ |
| 压延辊温梯度 | 决定薄膜结晶度和透明度 | PET:辊1(20℃)→辊3(80℃) |
| 辊速同步 | 偏差需<0.1%以防拉伸变形 | 10-30 m/min |
| 环境洁净度 | 灰尘会导致薄膜缺陷 | 需Class 1000级以上无尘车间 |