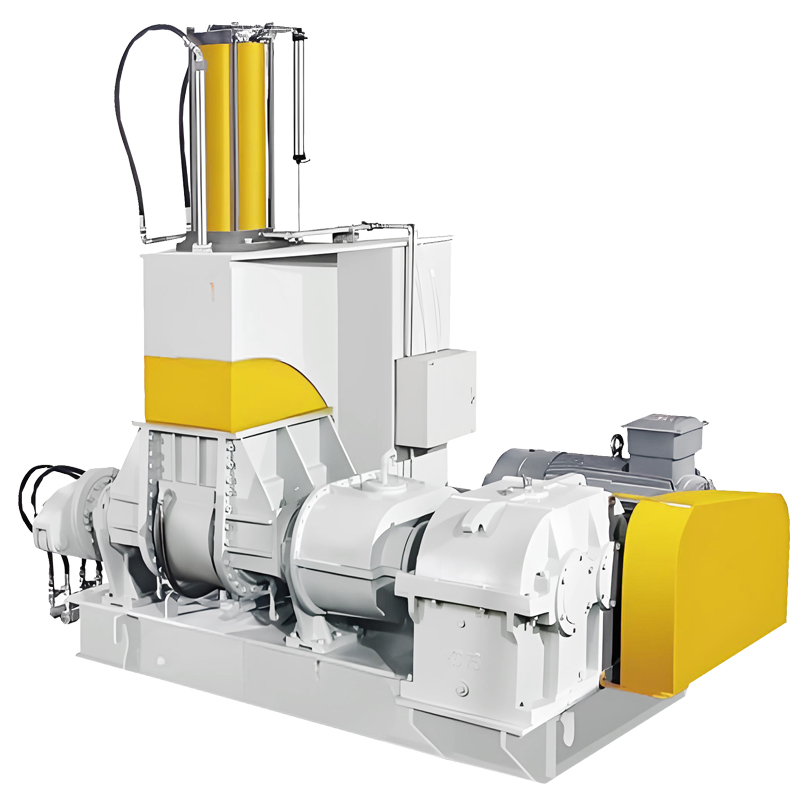
水冷开炼机是橡胶和塑料加工中的关键设备,主要用于混炼、塑化、热炼或压片,通过两个反向旋转的辊筒对物料进行剪切和挤压,同时通过水冷系统控制辊温,防止物料过热。
1. 水冷开炼机核心组成
| 部件 | 功能说明 |
|---|---|
| 辊筒 | - 两个水平排列的金属辊筒(前辊和后辊),通常为空心结构,内置水冷通道。 - 表面硬度高(肖氏硬度65-75),可镀铬或特殊涂层防粘。 |
| 传动系统 | - 电机通过减速机驱动辊筒,通常前辊转速固定,后辊可调速(速比1:1.1~1:1.3)。 |
| 水冷系统 | - 冷却水循环通道(辊筒内部螺旋流道),通过调节水温控制辊面温度(20-90℃)。 |
| 调距装置 | - 手动或液压调节两辊间隙(0.1-10mm),适应不同厚度物料。 |
| 紧急制动 | - 安全杆或急停按钮,防止操作事故。 |
2. 工作流程与原理
(1)物料喂入与塑化
-
橡胶或塑料(如天然胶、PVC、EVA)被送入两辊间隙。
-
辊筒旋转产生剪切力和摩擦热,使物料软化、混合(辊温通常控制在50-120℃)。
(2)剪切混炼
-
速比效应:两辊转速不同(如后辊比前辊快10-30%),增强剪切作用,打破分子链缠结。
-
包辊现象:物料因黏性附着在转速较慢的辊筒上(通常前辊温度略低,便于操作)。
(3)水冷控温
-
冷却水从辊筒一端流入,螺旋流道确保辊面温度均匀。
-
水温调节:
-
橡胶混炼:需保持辊温60-80℃(防止焦烧)。
-
塑料塑化:可降低至30-50℃(避免降解)。
-
(4)出片或转移
-
混炼完成后,通过刀具割取物料,或直接转入下一工序(如挤出、硫化)。
3. 关键工艺参数
| 参数 | 影响 | 典型设置 |
|---|---|---|
| 辊温 | 过高导致焦烧,过低影响塑化 | NR橡胶:70±5℃ |
| 辊距 | 间隙小→剪切强;间隙大→混炼均匀性差 | 初炼:3-5mm;精炼:1-2mm |
| 速比 | 影响剪切效率和包辊性 | 1:1.2~1:1.25 |
| 混炼时间 | 过长导致过炼,过短则分散不均 | 橡胶:10-20分钟 |