东莞市卓胜机械设备有限公司
联系人:王经理
手机:18688641052
邮箱:dgzhuosheng19@163.com
地址:广东省东莞市厚街镇溪头工业区溪宝路9号
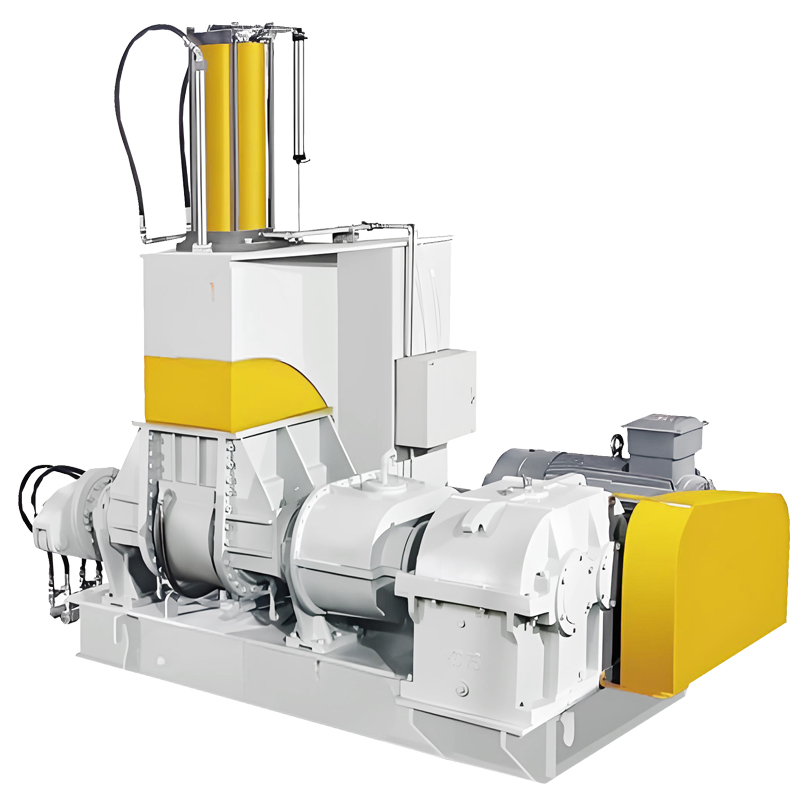
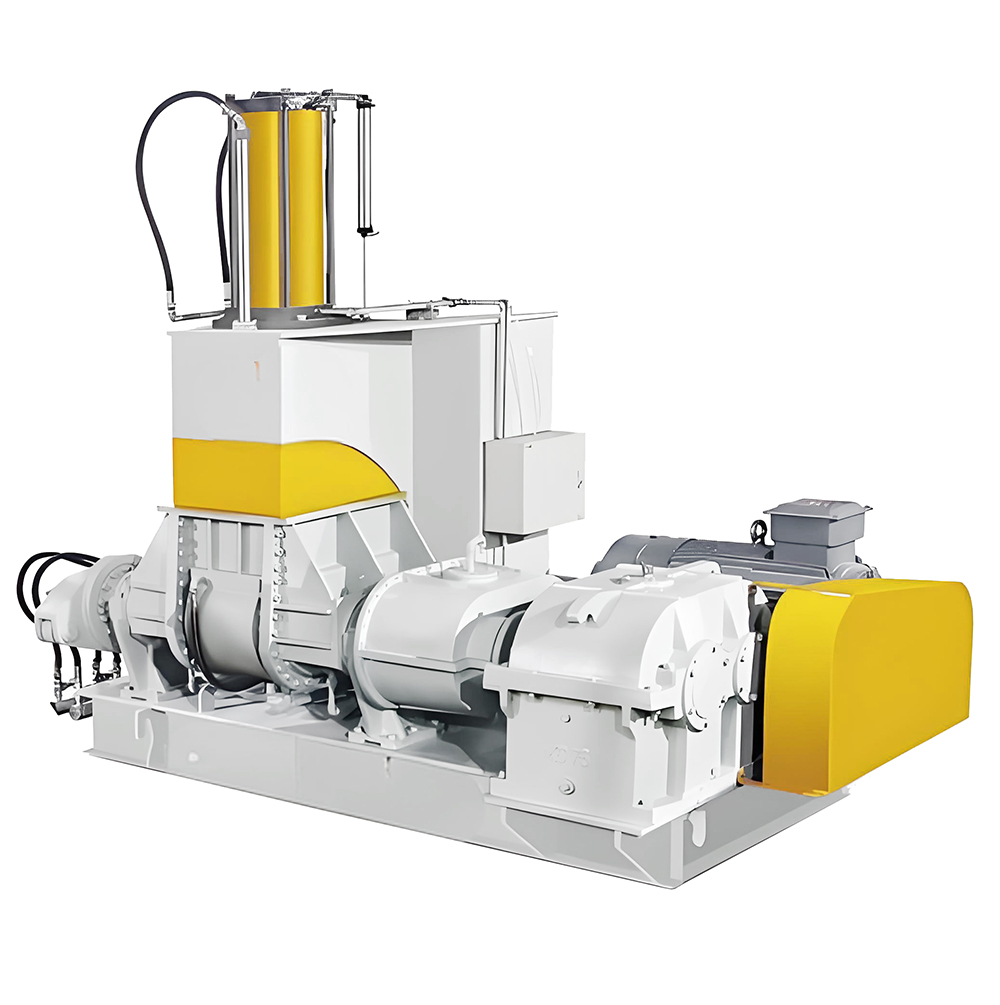
水冷拉条双螺杆挤出机是一种常见的塑料造粒设备,主要用于工程塑料、改性塑料、色母粒、再生料等材料的造粒生产。其特点是采用双螺杆混炼挤出 + 水冷拉条切粒工艺,适用于高填充、高粘度物料的造粒。
1. 设备组成及工作流程(1)主要组成部分双螺杆挤出机(混炼、塑化、挤出)
模头(多孔模头)(挤出熔体条)
水槽冷却系统(冷却熔体条)
吹干/脱水装置(去除水分)
25
服务热线